產(chǎn)品分類
產(chǎn)品搜索
- 請(qǐng)輸入您的關(guān)鍵詞:
新聞中心您的位置:首頁 > 新聞中心
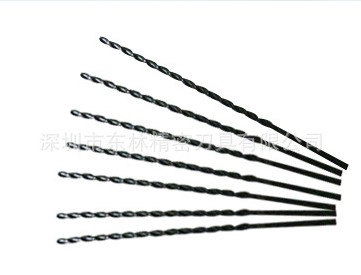
拋物線鉆頭的使用指南
2026-1-5
拋物線鉆頭是一種排屑槽型為拋物線形的鉆孔工具,通過增大排屑空間和螺旋角(36°~38°)提升排屑效率,允許切削液進(jìn)入切削區(qū),減少摩擦與功率消耗,適用于長徑比達(dá)15:1的深孔加工。使用拋物線鉆頭的關(guān)鍵在于優(yōu)化排屑和冷卻,具體操作如下:
一、核心參數(shù)設(shè)置
螺旋角:36°~38°(標(biāo)準(zhǔn)麻花鉆為28°~30°),提升排屑速度。
鉆芯厚度:約40%(標(biāo)準(zhǔn)麻花鉆為20%),增強(qiáng)強(qiáng)度。
鋒角:130°~140°(標(biāo)準(zhǔn)為118°),形成窄厚切屑,利于排出。
二、操作步驟
1.安裝:確保鉆頭與機(jī)床主軸同軸,避免偏心。
2.冷卻液:使用切削液(如乳化液),流量需覆蓋切削區(qū)。
3.進(jìn)給速度:根據(jù)材料硬度調(diào)整,低碳鋼約0.15-0.25mm/r。
4.轉(zhuǎn)速:高速鋼鉆頭約1000-1500rpm,硬質(zhì)合金鉆頭約2000-3000rpm。
三、注意事項(xiàng)
排屑:定期清理切屑,避免堵塞。
磨損:刃口純化后及時(shí)更換,避免崩刃。
材料:適用于硬度≤25~26HRC的材料。
以上是拋物線鉆頭的使用指南,希望對(duì)你有幫助。