

產品分類
產品搜索
- 請輸入您的關鍵詞:
新聞中心您的位置:首頁 > 新聞中心
拋物線鉆頭的使用注意事項包括哪些?
2026-3-23
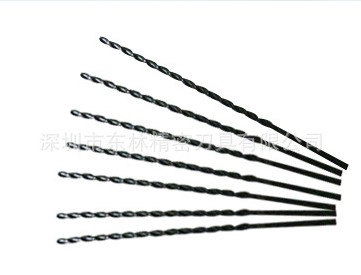
拋物線鉆頭是一種專為深孔加工優化的麻花鉆,其排屑槽呈拋物線形,具有大螺旋角、厚鉆芯、容屑空間大等特點,適用于長徑比達15:1甚至20:1的深孔加工,材料硬度一般不超過25~26HRC。
使用注意事項
一、適用條件與限制
材料硬度限制:適用于加工硬度≤25~26HRC的材料,如低碳鋼、鋁合金、銅合金、球墨鑄鐵等。
長徑比范圍:標準拋物線鉆頭可連續加工長徑比達15:1的深孔;部分改進型或定制型號可達20:1。
不推薦用于:高硬度材料(>26HRC)、高溫合金或鈦合金等難加工材料。
二、操作前準備
檢查鉆頭狀態:確認鉆尖無崩刃、拋物線槽無堵塞、焊接部位無開裂。
工件與鉆頭夾緊:使用專*用鑰匙或扳手夾緊鉆頭,嚴禁用手錘敲擊;工件需牢固固定,禁止手持加工。
冷卻系統配置:使用內冷卻或高壓外冷卻,確保切削液能有*效到達鉆尖,防止切屑焊死和過熱。
三、使用中注意事項
禁止反轉:鉆頭在孔內時若突然停機,嚴禁反轉,以防巖渣/切屑進入鉆頭內部導致卡鉆或軸承磨損。
避免頓鉆:新鉆頭下孔時,應低軸壓、低轉速跑合20–30分鐘,再逐步增至正常參數。
退刀清屑:即使拋物線鉆頭排屑能力強,長徑比>8:1時仍建議間歇退刀檢查排屑情況。
以上是拋物線鉆頭的使用注意事項,希望對大家有幫助。
上一條 [中心鉆對材質的要求取決于什么?]
下一條 [銑刀的用途及結構]